随着制造商寻求提高生产率并降低成本,装配成为一个潜在的瓶颈和痛点,需要创新的解决方案。机械紧固件和粘合剂粘合涉及多步骤工艺链和其他问题,从而会增加成本和交付时间。
一、机械紧固件、粘合所带来的问题
机械紧固件通常用于复合材料中,以快速连接不同的材料,同时便于将来拆卸维修。然而,钻孔一直是一个问题,需要在钻孔区域使用额外的材料来解决承重纤维的切割问题。它还会产生灰尘/碎片和多步骤工艺链(物流、加工、清洁、检查、紧固件安装和最终检查)。
另一个问题是,某些类型的复合材料(如夹层结构、颗粒泡沫和非织造纤维垫)由于存在局部压缩和承载强度弱的问题,不太适合用螺钉或螺母螺栓紧固直接组装。因此,通常需要先创建一个“硬点”或加固区域来安装紧固件。
传统超声波连接塑料和聚合物材料已得到广泛应用。包括直接超声波焊接相似的热塑性塑料(图 1)、将部件固定在热塑性塑料上(图 2)以及将金属元件固定在热塑性塑料上(图 3),从而实现了汽车和移动应用中日益增长的混合组件。所有这些技术都使用超声波能量来熔化热塑性聚合物,从而实现材料熔合和/或形状锁定连接。
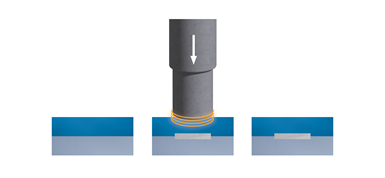
图 1.直接超声波焊接。
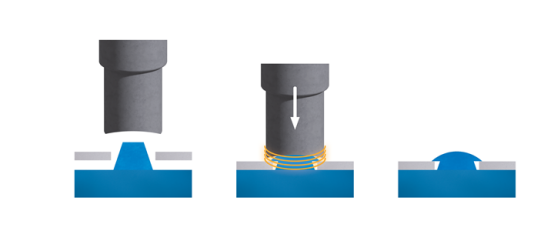
图 2.铆接至热塑性塑料。
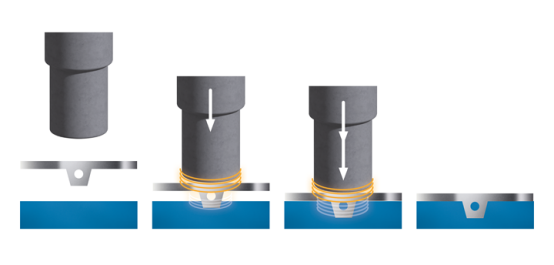
图 3.将金属元件插入/固定到热塑性塑料上。
二、超声波技术发展案例研究 :复合夹层板的连接
MM-Welding AG,瑞士比尔开发了新颖的 MM-Welding 技术,该技术将超声波能量与热塑性塑料的熔化和形状锁定功能相结合,以创建安全的固定/紧固件安装。该公司的 LiteWWeight 和 InWWerse 解决方案,被汽车、航空航天和铁路应用领域的众多公司使用。
使用 MM-Welding 进行紧固件安装,通过将超声波设备的工艺数据与机器学习和 AI 算法相结合,可以可靠地预测特定于应用的指标(例如拉拔强度),从而提供紧固件安装质量和性能的在线实时验证。
Bossard 与 5M 合作,使用 MM-Welding 的 LiteWWeight 双销紧固件插件。这种新工艺包括直接在夹层材料上钻孔,然后使用超声波在 1-2 秒内将双销紧固件插件嵌入孔中(图 4)。这不仅消除了工艺步骤,而且通过自动化紧固件定位和安装确保了一次组装成功。
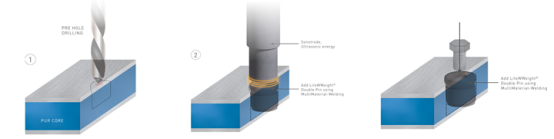
图 4:使用 MM-Welding 开发的新系统首先在 PUR 泡沫夹层板上直接钻孔,然后使用超声波在几秒钟内嵌入 LiteWWeight 双针紧固件插件。
三、工作原理及应用领域
与超声波焊接类似,MM-Welding 使用超声波堆栈产生的高频振动来产生局部摩擦。这会熔化并流动热塑性材料,从而形成机械正锁和熔合连接。
LiteWWeight 技术旨在使热塑性聚合物和复合材料组件功能化,减少零件数量并简化制造流程和物流要求。一种方法是通过形状锁定连接实现紧固件固定,其中紧固件熔化并与母材互锁。应用于夹层结构。
另一种方法是将紧固件熔化与负载分散到比销钉更大的空间相结合。这是用于发泡聚丙烯 (EPP) 材料以及用于非织造材料的解决方案。
InWWerse 技术用于将金属元件安装到热塑性材料上,旨在克服低表面能材料和美观部件紧固等挑战。InWWerse 还创建了形状锁定连接,解决了工艺可靠性和机械性能问题,同时实现了化学性质不同的热塑性材料的连接。由于能量输入是局部的,受紧固件和工艺影响的材料体积被最小化,从而减少了标记缺陷。这对于 A 级表面(例如薄汽车装饰件)非常重要。
四、数字孪生/线程解决方案

图 5. 机器学习在 MM-Welding 安装中的应用。
使用 MM-Welding 进行紧固件安装,通过将超声波设备的工艺数据与机器学习和 AI 算法相结合,可以可靠地预测特定于应用的指标(例如拉拔强度),从而提供紧固件安装质量和性能的在线实时验证。
MM-Welding 还对其紧固件插入件工艺的力学进行建模。这包括有限元建模和仿真以及数据管理——具体来说,就是如何使用插入件安装数据来预测已完成紧固件的特性和性能。它们使用数据采集单元来收集过程数据以及定制算法进行分析,建立了这个数据采集和训练管道,从而能够预测每个紧固点的机械性能。据该公司称,每个连接点都可以被跟踪并标记其属性。
文章来源https://www.compositesworld.com/articles/mm-welding-solution-automates-functionalizes-composite-joining