关键字:精加工、紧固、工艺流程、焊接
Hyconnect 的 FAUSST 局部插入式贴片可实现快速可靠的螺柱焊接,从而实现高强度、轻质金属与复合材料的连接。现技术主要通过粘合剂和/或用机械紧固件钻孔来解决。然而,这些方法会增加重量、劳动力、成本和生产时间。与现技术相比,优势明显。
FAUSST 技术由Hyconnect(德国汉堡)开发,能够将金属元件连接到复合材料上,而无需复杂的粘合或铆接。在复合材料铺层过程中,脱模后的部件具有集成的金属连接点,通过焊接,可实现与钢或铝的广泛连接。使复合材料具有了可焊接性。
开发 FAUSST技术、螺柱焊接
该技术的名称源自德国资助的“纤维与钢铁标准”(FAUSST)联合项目,该项目开发出一种混合针织织物,将玻璃纤维和钢纤维结合在一起,金属面则可进行焊接。这种方法可以实现将复合材料金属元件直接焊接到复合材料本体上。
螺柱焊接能够以很快的速度将金属紧固件(例如焊接螺柱、焊接销和螺纹螺柱)焊接到另一个金属物体上。使用焊枪或工具将螺柱推向工件,并在工件表面和螺柱末端之间产生电弧,使两者熔化。然后将螺柱锻入熔池,随着材料冷却和凝固,形成可靠耐用的焊接附件。
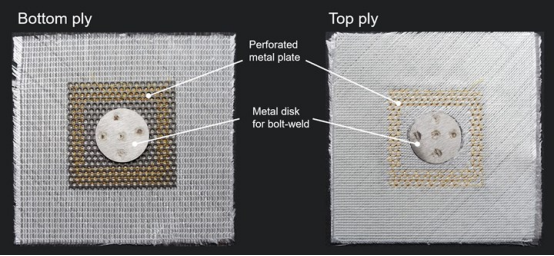
图 1. FAUSST 局部插入贴片的元素。
FAUSST 局部插入贴片的工作原理
FAUSST 局部插入补片(图 1)由两层增强纤维(例如玻璃或芳纶)组成,这些纤维缝合在穿孔金属板上,金属板上焊接有薄金属盘。该金属盘是后续焊接金属紧固件或部件的基础。两层玻璃或芳纶织物缝合在一起,不仅可以将金属盘固定在补片内,还可以增强补片的强度并防止金属元件和复合材料之间分层。
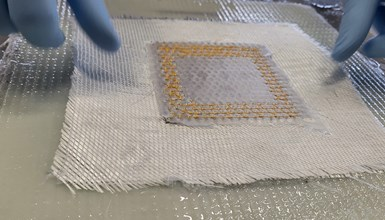
图 2.通过手铺法 局部插入补片集成到复合材料部件中。
然后将补片放入复合材料铺层中,以便进行后续成型工艺,例如手工铺层(图 2)、树脂灌注或树脂传递成型 (RTM)。局部插入补片设计得非常薄 — 1.5 至 ±0.2 毫米 — 可用于厚度至少为 2 毫米的层压板。
当补片被浇注到复合材料层压板中时,玻璃纤维和树脂层也会位于其顶部,覆盖金属板。复合材料部件固化并脱模后,需要去除该覆盖层,可以使用盘式磨床进行加工。然后就可以焊接插入件了。可以将各种可用的螺母和螺栓焊接到补片上,从而实现高质量部件的集成。

图 3.使用 Soyer PH-9 SRM 螺柱焊枪对复合部件中的 FAUSST 局部插入件进行螺柱焊接 。
适应性、强度
FAUSST 局部插入补片也可用于热塑性复合材料。在这种情况下,去除穿孔板,并使用定制纤维铺放 (TFP) 将钢纤维直接缝合到碳纤维层上。然后使用电阻点焊(汽车工业中常用)将金属盘焊接到该钢 TFP 层上。与热固性树脂一样,插入补片可以集成到复合材料中,但使用热塑性复合材料成型方法。图 4 显示了碳纤维增强聚酰胺 6 (PA6) 复合材料的这种应用。

图 4. FAUSST 局部插入件示例,使用碳纤维/PA6 热塑性复合材料上的钢纤维。
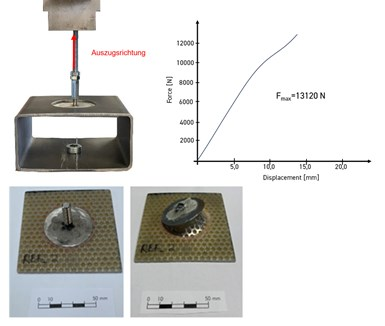
图 5. FIBRE 使用标准拉伸试验机中的试验台对玻璃纤维 FAUSST 局部插入补片进行测试,结果显示拉伸强度 >13 千牛顿,超过了螺柱焊接螺栓的屈服强度。
FAUSST 局部插入补片在测试中表现出了高强度。使用玻璃纤维补片的样品在 使用标准拉伸试验机中的试验台进行测试(图 5)。以每分钟 2 毫米的速度施加负载。螺柱焊接附件的抗拉强度超过 13 千牛顿,并且螺栓的屈服强度也超过 13 千牛顿。根据其数据表,该抗拉强度在使用环氧粘合剂(例如 Sika-Force 840(瑞士巴尔Sika ))的未老化高强度粘合范围内。
优势、应用和未来展望
FAUSST 局部嵌件好处包括:
安装简单——能够快速轻松地将固定装置安装到复合板上,减少了对额外支撑结构的需求。
增强耐用性——通过更均匀地分配负载,复合板和附加组件的使用寿命得以延长。
多功能性 ——它适用于从小型船舶到大型航空航天部件的广泛应用,具有跨不同行业的适应性。
随着行业不断突破复合材料的极限,局部嵌件技术将变得越来越重要。有了可焊接嵌件,当无法使用粘合剂或机械嵌件时,复合材料可能仍然是一种解决方案。
来源网址:https://www.compositesworld.com/articles/novel-insert-technology-enables-arc-stud-welding-with-composites