关键词:二维编织碳纤维增强复合材料,模压成型,PAM-FORM,有限元分析
在复合材料零件的生产过程中,采用仿真技术相比传统的试错法,能更快速、低成本地对成型工艺参数进行优化,显著降低人力、物力和时间成本。在众多复合材料成型工艺中,模压成型因其在效率与成本之间的良好平衡,日益受到行业的关注和应用。该工艺与金属冲压成型较为相似,典型流程如图1.4所示。热塑性树脂模压成型一般包括以下步骤:(1)预热准备好的预浸料;(2)将预热后的坯料转移至模具进行模压,升温使树脂熔融为液态,提升坯料的成型性,便于获得目标形状并促进树脂进一步浸润纤维布;(3)成型后在模具内冷却固化,形成复合材料零件;(4)根据产品几何尺寸和表面质量要求进行后处理加工。
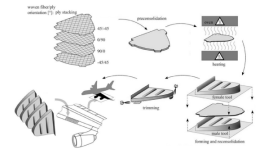
图1典型复合材料模压成型工艺[1]
L 型直筋条模压成型仿真
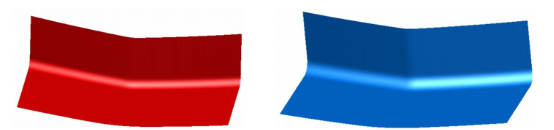
一材料属性:如图2所示为试验板料的基本尺寸信息,其基本尺寸为:长度 80 mm,两个立边长分别为 15 mm 和 25 mm,最小处圆角为 3 mm,总厚度为1.25 mm,单层板料厚度为 0.125 mm,板料总层数为 10 层,分别研究铺层角度为 0°和 45°的板料。

图2小尺寸L型直筋条板料基本尺寸[1]
多层材料铺层方式如图3所示,多层板料在模具运动的过程中,最上层与最下层板料会与模具直接接触,其他板料的变形都依靠板料之间的摩擦力,此时成型过程很大程度上受到板料之间相互作用的影响,并且也会出现不同层板料之间发生相对滑移或者不同层板料变形情况差距较大的现象。
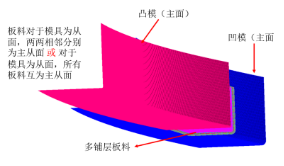
图3多铺层接触设置[1]
如图4所示为有限元模型的凹模和凸模,模具和板料的网格大小均为 1mm,单元类型选择使用 BELYTSCHKO-TSAY 壳单元,工具的运动速度均设置为 10m/s,所有的接触均设置为 Advanced contact,材料参数中纤维含量为 0.5,材料弹性模量为 230GPa,剪切参数为镜框剪切试验的力-位移数据输入,其他参数为默认值。其中板料与工具之间的接触由工具作为主面,摩擦系数为 0.15,板料之间则使用 All-plies 设置接触,摩擦系数为 0.3 并开启自接触。
(a)凸模几何模型(b)凹模几何模型
图4小尺寸L型直筋条模具几何模型[1]
仿真结果分析:
如图5所示为铺层角度为 0°和 45°的板料的模压成型后最上层板料的剪切角结果,其中
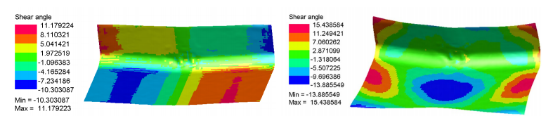
(a)铺层角度为0°(b)铺层角度为45°
图5小尺寸L型直筋条模压成型剪切角结果[1]
如图5所示为铺层角度为 0°和 45°的板料的模压成型后最上层板料的剪切角结果,其中从图6中可以看出在不同铺层角度下剪切角分布有着明显的差异,这是由于在不同的铺层角度情况下剪切变形的形式不同,因而剪切角分布也会不同,而整体上0°铺层时板料成型后的剪切角较小。为了进一步分析仿真的准确性,基于该零件进行了实际的模压成型试验,如图 6.12所示为铺层角度为 0°和 45°的试验结果,成型试验使用的材料为 T300/PPS,成型温度为 330℃、成型压力为 1.0MPa、保温时间为 30min。
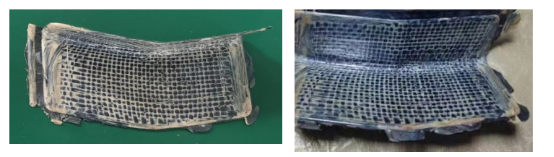
(a)铺层角度为0°(b)铺层角度为45°
图6小尺寸L型直筋条模压成型试验结果[1]
为了量化对比仿真结果与试验结果,取零件两端两条立边两个三等分点及圆角的中点的纤维节点共十个点为取样点进行对比分析,如图7所示。
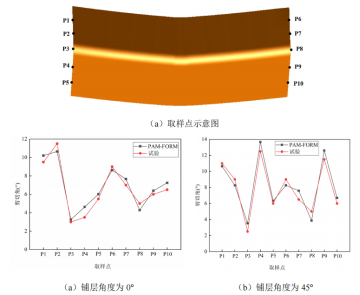
图7小尺寸L型直筋条仿真与试验的剪切角结果对比[1]
总体来说 PAM-FORM 仿真获得的剪切角结果能较好地匹配试验结果,其中铺层角度为 0°时最大误差为 1.1°,而铺层角度为 45°时最大误差为 1.2°,均在可接受误差范围内,因此 PAMFORM 对于多铺层模压成型仿真有较高的精度。
参考文献:
[1]何瑞.二维编织碳纤维增强复合材料模压成型仿真研究[D].南京航空航天大学,2022.DOI:10.27239/d.cnki.gnhhu.2022.001167.