关键词:连续纤维增强、高流动尼龙 6、熔融浸渍拉挤、复合板材、以塑代钢
在轨道交通、汽车轻量化领域,“以塑代钢” 是实现减重降耗的核心方向。传统尼龙6熔体流动性差,难以满足高纤维含量复合材料的浸渍需求;而连续纤维增强热塑性复合材料(CFRT)虽具备高韧性、可回收优势,却受限于树脂流动性,性能难以突破。本文介绍了高流动尼龙6通过支化结构设计(环丁烷四甲酸二酐CBDA为调节剂),实现低熔体流动指数(MFI=42,235℃/0.325kg)、快成型、低能耗的特性,解决传统尼龙 6 浸渍困难的问题。
一、实验基础:原料、工艺与设备
1. 核心原料与设备
| 类别 | 具体内容 | 关键参数 / 作用 |
| 原料 | 高流动PA6树脂(HFXC030) | 自制,Mn=14000,MFI=42,支化结构 |
| 连续玻璃纤维 | 巨石集团,增强体 | |
| 调节剂CBDA、己内酰胺 | 百灵威/DSM,合成支化尼龙6 | |
| 设备 | 双螺杆挤出机(Φ58,L/D=36:1) | 南京诺达,树脂熔融 |
| 株洲新时代CFRT整机 | 熔融浸渍拉挤制备预浸带 | |
| 平板硫化机(80T) | 衡阳华意,层压制备板材 | |
| 万能电子试验机(GP-TS2000) | 深圳高品,力学性能测试 |
2. 关键制备流程
(1)高流动尼龙6合成
以CBDA为树枝状引发单元,与己内酰胺在氮气保护下240~260℃水解聚合2~4h,经减压聚合(250~260℃)后切粒,水煮干燥(100℃/12h)备用。对比线型尼龙6(MFI=4.1),其流动性提升10倍,可充分浸渍纤维。高流动尼龙6聚合示意图如下图一所示。
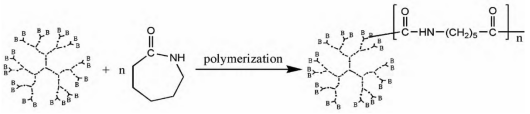
图一 高流动尼龙6聚合示意图
(2)CFRT-PA6复合板材制备
采用“熔融浸渍拉挤→层压成型”工艺,流程如下图二所示:
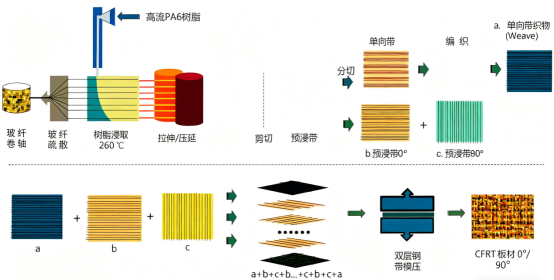
图二 连续纤维增强尼龙6复合材料制备工艺
二、核心结果:性能突破与规律
1. 高流动尼龙 6 的结构验证
通过核磁共振(NMR)表征(图三、四),线型尼龙6在3.54ppm、2.72ppm等位置仅出现亚甲基氢共振峰;而高流动尼龙6在3.91ppm、1.32ppm处出现新峰,证实CBDA引入的树枝状支化结构。
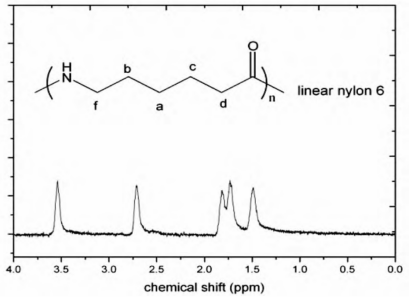
图三 线型PA6的NMR谱图:无支化峰
图四 高流动PA6的NMR谱图:3.91ppm/1.32ppm 为支化结构特征峰
2. 单向复合板材:性能超越碳钢
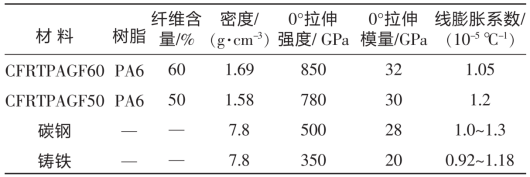
单向板材由 0°/90° 预浸带层压制成,纤维含量 50%~60% 时性能显著优于金属(表 1):
- 强度与模量:纤维含量60%时,拉伸强度850MPa、模量32GPa,远超碳钢、铸铁;
- 轻量化优势:密度仅1.69g/cm³,为钢材的1/6,减重潜力巨大;
- 尺寸稳定性:线膨胀系数1.05×10⁻⁵/℃,与碳钢接近,避免冷热变形问题。
表1 CFRT单向板材与金属材料性能对比
3. 织物复合板材:设计灵活,低温性能稳定
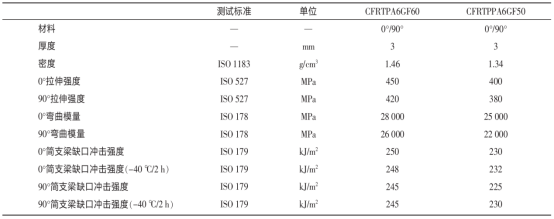
织物板材由0°/90°预浸带编织后模压制成,性能呈现方向差异性与低温稳定性(表 2):
- 方向性能差异:90°方向拉伸强度略低于0°方向,因铺层数为奇数,90°方向多1层纤维承载外力,可通过铺层设计适配受力需求;
- 低温抗冲击:-40℃冷冻2h后,缺口冲击强度仍达245kJ/m²,与常温接近;
- 密度优势:1.46g/cm³,仅为钢材的1/5,兼顾强度与减重。
表 2 CFRT织物复合板材性能
4. 高可设计性:适配多场景需求
复合板材具备极强的设计灵活性(图五、六):
- 铺层定制:可设计全预浸料实心板,或按受力方向调整纤维取向;
- 结构创新:与蜂窝、发泡材料复合成三明治夹芯结构,兼顾轻量化与刚性;
- 成型多样:可模压异型结构,或与长纤维热塑性模塑料混杂成型,适配复杂零部件需求。
图五 连续纤维预浸带与板材设计自由度:涵盖实心、夹芯等多种结构
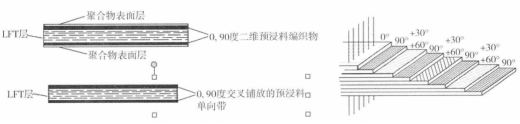
图六 铺层设计示意图:0°/30°/60°/90° 交叉铺放,适配不同受力场景
三、核心结论
- 树脂突破:成功合成支化结构高流动尼龙6,解决传统尼龙6浸渍困难问题,适配高纤维含量复合材料;
- 工艺可行:通过熔融浸渍拉挤+层压工艺,制备出单向/织物复合板材,成型周期短、能耗低;
- 性能超越金属:单向板材拉伸强度超碳钢70%,密度仅为钢材1/6,线膨胀系数接近金属;织物板材低温性能稳定,可设计性强,具备“以塑代钢”的核心条件。
参考文献
[1] 张瑜,等。连续纤维增强热塑性高流动尼龙复合材料的制备与研究 [J]. 电力机车与城轨车辆,2015 (S):70-73.
[2] Peng F, et al. Preparation and characterization of star-shaped nylon 6 with high flowability [J]. Journal of Polymer Research, 2011,18(4):651-657.
[3] 余剑英,等。连续纤维增强热塑性复合材料的制备成型技术及其应用前景 [J]. 武汉工业大学学报,1998,20 (4):22-24.