关键词:感应加热元件;热塑性复合材料;感应焊接;失效模式
近日,中国民航大学科研团队在《高分子材料科学与工程》上发表了一项突破性研究,通过优化感应加热元件结构,显著提升了碳纤维增强聚苯硫醚(CF/PPS)热塑性复合材料的焊接性能。这项研究为航空结构连接提供了新的解决方案。
如何实现高效可靠的连接?
传统的机械连接需要钻孔,会导致应力集中,还可能引发电化学腐蚀。胶接技术虽能避免应力集中,但表面处理繁琐,固化时间长,且易受环境影响。
“基于热塑性树脂可塑性强特点衍生的焊接技术具有应力集中小、成本低、周期时间短和表面处理少等优点。”研究团队在论文中指出,在多种焊接技术中,感应焊接以其效率高、灵活性强和发热精准等特点被认为是最具发展前途的TPC焊接技术之一。
金属丝网/PPS复合感应加热元件
感应焊接的核心在于感应加热元件,它相当于焊接过程的“心脏”,负责将电磁能转化为热能。金属丝网因其升温速率快、产热均匀、制备工艺简单、经济成本低等优点,成为TPC感应焊接常用的感应加热元件。
中国民航大学路鹏程教授领导的研究团队创新性地采用热压法制备了三种不同规格的不锈钢金属丝网/PPS复合感应加热元件:SS-250、SS-300和SS-325。
这些元件的制备过程颇为精密:首先用丙酮擦洗不锈钢金属丝网去除表面污渍,然后分别将250目、300目和325目不锈钢金属丝网与4层PPS树脂薄膜通过平板模具热压成型,厚度精确控制在0.10毫米。
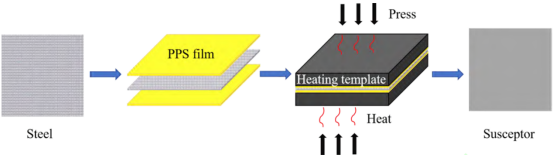
图1加热元件的制备流程图
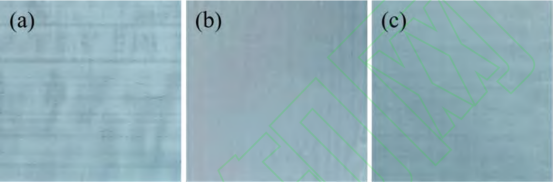
图2感应加热元件的实际图片:(a)SS-250;(b)SS-300;(c)SS-325
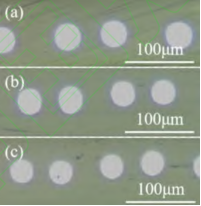
图3感应加热元件的横截面图片:(a)SS-250;(b)SS-300;(c)SS-325
孔径越小,热效率越高
研究团队对三种感应加热元件的产热特性进行了详细测试,结果令人振奋。
SS-325元件表现出最佳的热效率,平均升温速率高达15°C/秒,达到PPS树脂熔融温度(300°C)仅需17秒。相比之下,SS-300和SS-250所需的升温时间分别为33秒和41秒,平均升温速率分别为8°C/秒和6°C/秒。
“随着金属丝网孔径的减小,总的电阻路径增多,导致更多的焦耳热生成,进而加速升温。”研究人员解释道。
温度分布的均匀性对焊接质量至关重要。研究显示,SS-325不仅产热量最高,而且温度分布最均匀,其温度曲线峰谷温差仅为20°C。而SS-300和SS-250的温差分别为26°C和38°C。
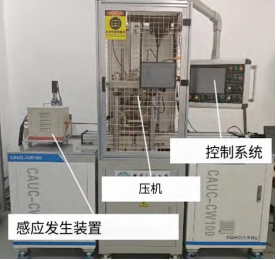
图4热塑性复合材料的焊接设备
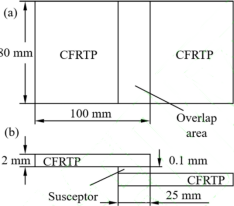
图5 CF/PPS感应焊接样品的尺寸:(a)俯视图;(b)正视图
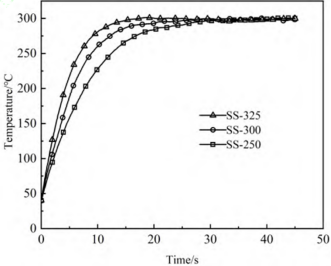
图6三个感应加热元件的温度-时间曲线
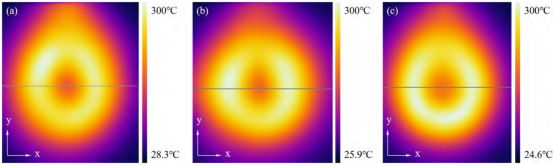
图7 不同感应加热元件在焊接温度为300°C时的温度分布:(a)SS-250;(b)SS-300;(c)SS-325
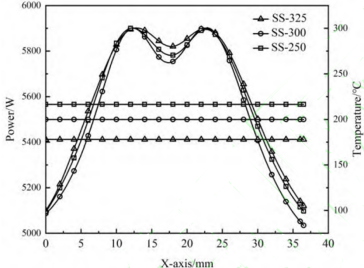
图8 不同感应加热元件沿测温线Li1的温度分布曲线
焊接接头强度与失效模式的微妙平衡
令人惊讶的是,热效率最高的SS-325并未产生最高强度的焊接接头。力学性能测试结果显示,采用SS-300感应元件焊接的接头剪切强度最大,达到19.95兆帕。
SS-250焊接接头强度次之,为18.07兆帕;而热效率最高的SS-325焊接接头强度反而最低,为16.01兆帕。
这一看似矛盾的现象背后,隐藏着复杂的科学机理。
断口形貌分析揭示了三种截然不同的失效模式:
SS-250接头的失效主要表现为感应加热元件与CF/PPS层板之间树脂断裂,金属丝网保存相对完整,表面附着较多树脂。
SS-300接头则呈现出CF/PPS层板和感应加热元件撕裂的混合失效断裂,金属丝网断裂,其上还附着焊接母材表面撕脱的纤维,表明界面结合良好。
SS-325接头出现了明显的界面脱粘现象,金属丝网保存完整,表面几乎没有附着PPS树脂。
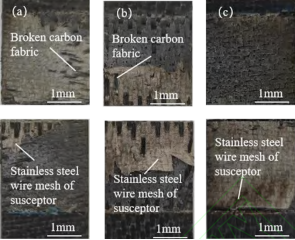
图9 CF/PPS复合材料感应焊接接头剪切断裂形貌:(a)SS-250;(b)SS-300;(c)SS-325
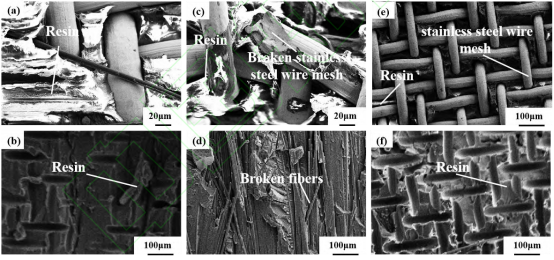
图10 感应加热元件焊接接头断裂处的SEM图像:(a)和(b) SS-250;(c)和(d) SS-300;(e)和(f) SS-325
“随着金属丝网孔径减小,焊接界面树脂流动空间减小,树脂承受的剪切力减小,树脂与不锈钢金属丝网结合界面受力增大。”研究团队分析了SS-325性能较差的原因。
技术内涵与工程启示
这项研究的深层次意义在于揭示了感应加热元件设计与焊接接头性能之间的内在联系:单纯追求高热效率并不一定能获得最佳焊接强度,而需要找到热性能与界面结合的平衡点。
参考文献:
路鹏程,安俊龙,祖浩轩,苏景新.感应加热元件对热塑性复合材料感应焊 接接头性能的影响[J/OL].高分子材料科学与工程. https://doi.org/10.16865/j.cnki.1000-7555.2025.0151