关键词:热塑性复合材料;电阻焊;
轻量化、高强度、可焊接,热塑性复合材料正在改变航空航天制造业的未来。近年来,随着航空航天工业对轻量化、高性能结构材料需求的不断提升,热塑性复合材料因其优异的韧性、可回收性和短周期成型能力,逐渐成为替代传统热固性复合材料和金属材料的热门选择。
然而,热塑性复合材料的高熔点和熔体粘度给复杂构件的制造与连接带来了巨大挑战。在这一背景下,电阻焊接技术因其设备简单、成本低、适应性强等优势,成为最具潜力的连接解决方案之一。
一、什么是热塑性复合材料电阻焊接?
电阻焊接是一种利用焦耳热效应实现材料熔融连接的工艺。通过在焊接界面处放置电阻加热元件(如金属网、碳纤维织物等),通入电流后产生热量,使界面树脂熔化,在压力作用下实现融合。
图1展示了焊接样品的焊缝界面与数值模拟得到的界面温度分布,与传统机械连接和胶接相比,电阻焊接无需钻孔、无胶粘剂固化过程,避免了纤维损伤、应力集中和湿热老化等问题,尤其适用于大面积、复杂形状的焊接。
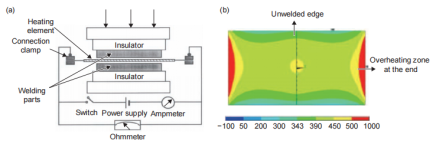
图1 焊接样品的焊缝界面与数值模拟得到的界面温度分布
二、关键技术挑战与突破
1. 边缘效应与漏电问题
在焊接过程中,由于边缘散热慢、中部散热快,常出现边缘先熔、中部后熔的现象,导致焊接不均匀。更严重的是,熔融树脂被挤出后,加热元件可能与碳纤维接触,引发电流泄漏,进一步加剧温度不均。解决方案包括:使用绝缘层(如PEI树脂膜)阻隔电流;采用斜坡电压法逐步升温,避免局部过热;在加热元件表面喷涂TiO₂纳米涂层,既绝缘又保温。
2. 焊接参数协同调控
电阻焊接是一个多参数耦合的过程,功率、时间、压力、冷却速率等均显著影响焊接质量。
功率与时间:高功率短时间易导致降解,低功率长时间则热效率低;
压力控制:如图2所示为恒压力与恒位移模式下半结晶热塑复合材料的典型载荷变化曲线,恒压法与恒位移法各有利弊,需根据材料特性选择;
冷却速率:尤其影响半结晶聚合物(如PEEK)的结晶行为,慢冷有利于形成穿晶结构,提高界面强度。
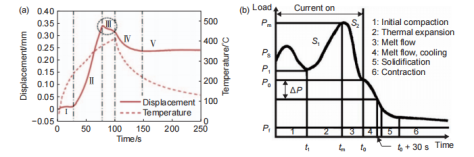
图2 恒压力与恒位移模式下半结晶热塑复合材料的典型载荷变化曲线
三、加热元件的创新与优化
1. 不锈钢金属网
目前最常用的加热元件,通过表面改性(如刻蚀、硅烷接枝、等离子处理)显著提升与树脂的界面结合力。例如,经硅烷处理的金属网焊接CF/PEEK接头强度提升23%。
2. 碳基加热元件
为解决金属网与基体材料热膨胀系数不匹配和电偶腐蚀问题,研究者开始使用碳纤维织物或碳纳米管(CNT)膜作为加热元件。
碳纤维织物:需控制面密度,90g/m² 时效果最佳;
CNT膜:发热均匀、厚度极薄,对界面影响小,适合高性能焊接。
四、大尺寸焊接技术的突破
1. 顺序电阻焊接(SRW)
将大焊接面分割为多个小区域分段焊接,避免一次性焊接带来的温度、压力不均问题。研究表明,多步法焊接强度比单步法提升超过70%。
2. 连续电阻焊接(CRW)
加拿大国家研究院(NRC)开发了机器人末端执行器,如图6所示,集成铜滑环、分段铜轨道和压实滚轮,实现自动化、连续化焊接,并通过模糊逻辑控制器(FLC)实时调控温度。
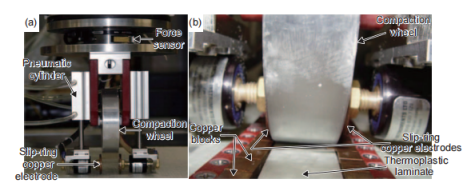
图3 连续电阻焊接装置的末端执行器
五、结语与展望
电阻焊接技术作为热塑性复合材料连接的关键工艺,正在朝着智能化、自动化、大尺寸化方向发展。通过优化工艺参数、创新加热元件、开发新型焊接设备,有望在不久的将来实现国产大飞机、无人机、航天器等高端装备的规模化应用。
[1]叶璐, 张代军, 李军等. 热塑性复合材料电阻焊接技术研究进展[J]. 航空材料学报, 2025, 45(3): 19-31.