关键词:喷砂预处理、热塑性复合材料、界面结合强度、金属/复合材料连接
在汽车与航空制造领域,碳纤维热塑性复合材料(TPCs)因其优异的比强度、成型周期短与可回收性,正逐步替代传统金属材料。然而,TPCs 与铝合金等金属的连接仍面临表面能低、界面相容性差等挑战。胶接技术因其应力分布均匀、不破坏结构连续性而备受青睐,而界面预处理则成为影响胶接性能的关键因素。
喷砂处理是一种无需化学试剂、可实现自动化的物理表面处理方式。Karthik Ramaswamy等[1]系统评估了氧化铝喷砂对碳纤维/聚酰胺12(CF/PA12)复合材料表面形貌与化学性质的影响,并探讨其对胶接铝合金性能的提升机制。
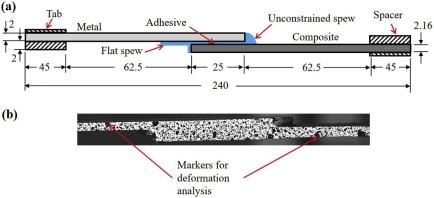
图一 金属和复合材料粘接形式
表面处理现状与喷砂优势
传统的CFRP胶接界面多采用打磨、化学蚀刻、等离子体或激光处理,但这些方式存在成本高、重复性差或环境风险等问题。相比之下,喷砂通过高速粒子轰击表面,可实现微观粗糙结构的快速形成,同时诱导表面能与极性官能团的变化,具备设备简单、工艺稳定、适应多种复合材料的优势。然而,喷砂参数(如时间、粒径、压力等)对界面性能的具体影响机制仍不明确。特别是在热塑性基体复合材料中的应用尚属空白。
实验设计与表面分析
Karthik Ramaswamy等选用CF/PA12复合材料与AA5754铝合金,通过不同喷砂时间(10 s、20 s、40 s)对复合材料进行处理,利用接触角测量、轮廓仪、扫描电镜(SEM)、能谱(EDX)与X射线光电子能谱(XPS)等方法评估表面状态。
结果显示,喷砂能显著提高表面粗糙度(Ra值从0.5 μm增至2.9 μm)并改变润湿性。20 s处理样本表现出最佳极性官能团含量(34.6 at.%),同时保持了基体连续性与较低的碳纤维裸露率,形成了有利于微观嵌合与化学键合的“塑化表面”。
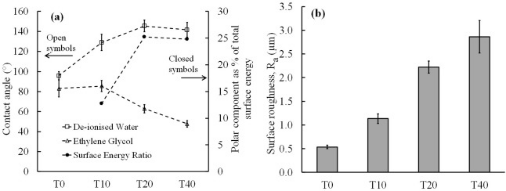
图二 (a) 接触角和表面能极性分量占总表面能的百分比,(b) 经过不同表面处理的复合样品的表面粗糙度 Ra
胶接性能提升机制
为验证表面状态与连接性能的关联性,采用结构胶(Betamate 1496V)制备单搭接剪切试样,并在静态与动态加载(0.5 m/s)下进行拉伸测试。
结果表明,20 s 喷砂处理试样在静载下吸收能量提高90%,在动载下提高31%,明显优于10 s 和 40 s组。尤其在动态载荷下,20 s处理组展现出最优的裂纹扩展稳定性与延展性破坏行为。
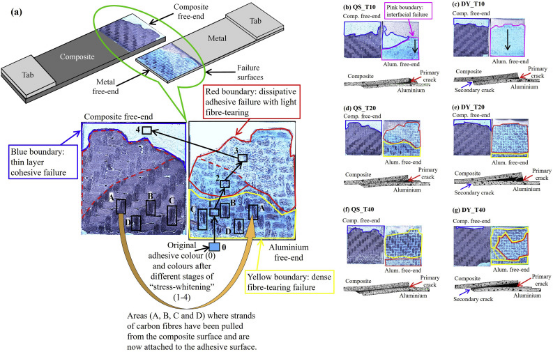
图三 单搭接试件的破坏面
SEM分析显示,20 s处理样本在失效界面呈现均匀的塑性破坏与轻微纤维撕裂,而40 s组则因纤维过度暴露,界面形成弱边界层,导致严重的纤维撕裂和能量吸收下降。
工艺可持续性与工业潜力
喷砂作为一种绿色、无溶剂、可实现机器人自动化的表面预处理方法,具备高重复性与低操作门槛,适合规模化制造需求。其对热塑性复合材料表现出良好的界面活化能力,为未来热塑性-金属混合结构连接提供了可行路径。
特别是在汽车工业中,喷砂配合结构胶接技术,有望替代传统机械连接方式,实现结构减重与连接性能双赢。
未来展望
喷砂处理在CF/TPCs胶接预处理中的研究尚属起步阶段,未来工作可聚焦于以下方向:
精准控制喷砂参数与界面损伤的平衡;
探索不同热塑性基体(如PPS、PEEK)的响应机制;
联合应用等离子体或底涂剂形成多尺度复合表面;
建立喷砂-界面性能-失效行为的定量关联模型。
综上所述,喷砂不仅是一种简洁有效的界面激活方式,更展现出极大的工程应用潜力。随着设备与表征手段的不断进步,喷砂有望在热塑性复合材料多材料连接技术中发挥重要作用。
[1] V. K. Thakre et al., Evaluation of grit blasting as a pre-treatment for carbon fibre/thermoplastic composite joining, Composites Part A, 2020.