关键词:热塑性复合材料;磨削温度;数值模拟
在现代航空航天、汽车制造等高端工业领域中,热塑性碳纤维复合材料(CFRTP) 因其轻质高强、抗冲击、可回收等优异性能,逐渐成为替代传统材料的热门选择。然而,这类材料在机械加工过程中,尤其是磨削工序中,对温度极为敏感,容易因过热导致树脂软化、纤维损伤,严重影响工件的最终质量。
近期,发表在《哈尔滨工程大学学报》上的一篇研究《热塑性复合材料磨削温度对表面质量影响研究》,系统探讨了CFRTP在磨削过程中温度场的分布规律及其对表面质量的直接影响。本文将带你深入解读这项研究的核心内容与结论。
一、为什么CFRTP磨削温度如此关键?
与热固性复合材料不同,CFRTP的树脂基体(如PPS)在高温下会发生软化甚至熔融。当磨削温度超过其玻璃化转变温度(文中提及PPS约为89℃)时,树脂会失去支撑能力,导致:
树脂涂覆:熔融树脂黏附在磨粒或工件表面,阻碍切削;
纤维断裂/拔出:失去树脂约束的纤维容易发生断裂或从基体中拔出;
表面凹坑、粗糙度上升,严重影响零件疲劳寿命和装配精度。
因此,控制磨削温度是保证CFRTP加工质量的关键。
二、研究方法和模型建立
研究团队通过建立温度场仿真模型,结合实验验证,分析了不同铺层方式([0/90]₄和
[45/-45]₄)和磨削参数下的温度分布情况。
1. 热物参数均匀化处理
由于CFRTP具有各向异性,研究者采用均匀化方法处理纤维和树脂的热物参数(密度、比热容、导热系数),从而简化计算并提高模拟准确性。
2. 移动热源模型
借鉴经典的Jaeger移动热源理论,将磨削过程等效为一个移动的矩形热源,通过编写DFLUX子程序在ABAQUS中实现热源加载和移动。
3. 实验验证
使用红外热像仪(Flir E60)实时测量磨削温度,与仿真结果进行对比,验证模型可靠性。
三、主要研究发现
1. 温度场模型精度高
仿真模型预测的温度与实际测量结果误差不超过12.37%,在切入、稳定磨削、切出三个阶段中,温度变化趋势高度一致,说明模型具有较好的工程适用性。
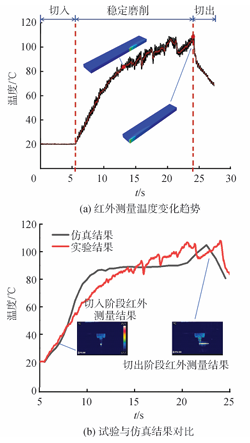
图1:仿真与实验温度对比【1】
2. 纤维方向显著影响温度传导
0°纤维方向:热量主要沿磨削方向传导,温度集中在前沿,导致高温区域更集中;90°纤维方向:热量更易向工件内部传导,表面温度较低;[0/90\]₄铺层的温度峰值比\[45/45\]₄铺层高出约8.3℃,且温度分布更不均匀。
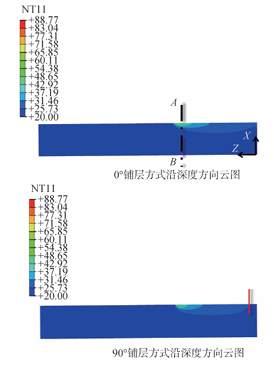
图2:不同铺层温度云图对比【1】
研究表明,磨削热绝大部分积累在工件表面,仅在小范围内传导。距离表面2.26 mm处温度已接近环境温度。这意味着加工表面极易因高温导致热损伤。
4. 80℃是损伤临界温度
当磨削温度超过80℃时:树脂开始软化,磨头出现涂覆现象;加工表面出现明显树脂黏附、纤维断裂、凹坑等缺陷;温度越高,损伤越严重。
图3:不同角度下的表面微观形貌【1】
四、结论与展望
该研究通过建模与实验相结合的方式,明确了CFRTP磨削过程中温度与表面质量的密切关系,得出以下结论:
1. 纤维方向决定温度分布,不同铺层结构需采取不同磨削策略;
2. 80℃是热损伤阈值,实际加工中应严格控制温度 below 此值;
3. 仿真模型可有效预测温度峰值和趋势,为工艺优化提供依据。
未来,研究团队将进一步扩展更多铺层组合和工艺参数,构建更全面的温度场数据库,为实现CFRTP高质量、低损伤磨削提供理论支持。
五、工业应用建议
在磨削CFRTP时,建议使用冷却液或冷风装置控制温度;优化刀具路径和进给速度,避免局部温度过高;实时监测磨削温度,借助红外设备或仿真模型进行预警。
参考文献:张红哲, 周顺, 鲍永杰, 等. 热塑性复合材料磨削温度对表面质量影响研究[J]. 哈尔滨工程大学学报, 2025, 46(7): 14381445.