关键词:热塑性复合材料,增强尼龙,热处理,收缩率
30%玻纤增强后收缩率降至0.3%,一个关键工艺让产品合格率提升40%
在浙江某无人机配件工厂的车间里,一批刚下线的碳纤维增强尼龙连接件正被紧急叫停——尺寸精度超差0.15毫米。这批本应装配在高端工业无人机上的关键部件,因变形问题面临整批报废。而这一切的根源,竟源于被忽视的材料收缩特性与热处理工艺。

图1:PA6LGF-长玻纤增强尼龙
一、收缩变形:隐藏在玻纤增强背后的“暗流”
当我们在尼龙中加入30%玻璃纤维,材料拉伸强度飙升的同时,一个隐形挑战悄然浮现:收缩行为的各向异性。
在玻纤增强尼龙注塑过程中,沿纤维取向方向(流动方向)的收缩率远低于垂直方向。以30%玻纤增强PA6为例,流动方向收缩率仅0.3%,而垂直方向高达1.2%,差异达4倍之多。这种不均匀收缩直接导致产品翘曲变形,如同被无形之手扭曲的金属板。一、收缩变形:隐藏在玻纤增强背后的“暗流”
当我们在尼龙中加入30%玻璃纤维,材料拉伸强度飙升的同时,一个隐形挑战悄然浮现:收缩行为的各向异性。
在玻纤增强尼龙注塑过程中,沿纤维取向方向(流动方向)的收缩率远低于垂直方向。以30%玻纤增强PA6为例,流动方向收缩率仅0.3%,而垂直方向高达1.2%,差异达4倍之多。这种不均匀收缩直接导致产品翘曲变形,如同被无形之手扭曲的金属板。
| 玻纤含量% | 流向收缩率 | 径向收缩率 | 收缩率差异 | 翘曲率 |
| 40 | 0.003 | 0.012 | 9 | 0.270 |
| 35 | 0.003 | 0.012 | 9 | 0.270 |
| 20 | 0.006 | 0.012 | 6 | 0.180 |
| 10 | 0.009 | 0.011 | 2 | 0.040 |
| 5 | 0.011 | 0.011 | 0 | 0.004 |
| 0 | 0.018 | 0.015 | -3 | 0.050 |
表1:尼龙6增强材料收缩率与翘曲关系
https://blog.sina.com.cn/s/blog_16cc003470102xah5.html
更棘手的是,壁厚差异会放大这一效应。实验数据显示,当壁厚从1mm增加到4mm,PA6-GF30的收缩率增加40%。这就是为什么无人机外壳的加强筋部位常常成为翘曲“重灾区”。
二、热处理的“魔法”:让材料重获新生
面对收缩变形难题,热处理工艺如同一位精准的“整形师”。其核心在于通过精准控温消除内应力,重构材料内部结构。
热处理工艺参数宝典:
温度设定:140-150℃(高于使用温度10-20℃)
介质选择:矿物油、甘油或液体石蜡
时间控制:
壁厚<3mm:10-15分钟
壁厚3-6mm:15-30分钟
冷却要点:缓慢降温(防止应力再生)
经过热处理后,制品收缩率趋于稳定,内应力消除率可达90%以上。某汽车节气门体生产案例显示,合格率从68%跃升至96%。
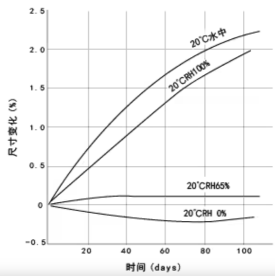
图2—尼龙6因环境所引起的尺寸变化(角棒12.7×6.35×127mm)
https://www.plastics.toray/zh/technical/amilan/tec_003.html
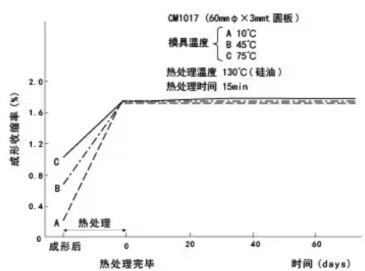
图3—成性收缩,热处理收缩以及热处理后的尺寸随时间的变化
https://www.plastics.toray/zh/technical/amilan/tec_003.html
三、调湿处理:被低估的尺寸稳定术
尼龙分子中的酰胺基(-NHCO-)赋予其“呼吸”特性——既能吸水也会脱水。而这直接关系着尺寸稳定性:
自然调湿:23℃/50%湿度环境下,需3天达到吸湿平衡
加速调湿:沸水或醋酸钾溶液(121℃)处理:
1.5mm壁厚:2小时
3mm壁厚:8小时
6mm壁厚:16-18小时
30%玻纤增强尼龙在一年内吸水引起的尺寸变化仅约0.0025%几乎可忽略不计。但未调湿处理的普通尼龙件在潮湿环境中尺寸变化可达0.5%,足以导致精密部件失效。

图4—尼龙制品调湿箱
http://www.yiceyiqi.cn/index.php?m=content&c=index&a=show&catid=51&id=109
四、工程实战:从工艺到设计的防变形攻略
1. 注塑工艺精控三要素
料筒温度:PA6-GF30控制在230-260℃(过高则脆化,过低则纤维损伤)
模具温度:80-120℃(厚件取高值,薄件取低值)
注射压力:70-100MPa(不超过120MPa)

图5—注塑机
https://www.qdzxhm.com.cn/articles/yingxiangbolixianwei.html
2. 模具设计黄金法则
浇口设计:孔径≥0.5×壁厚,多点浇口平衡收缩
排气槽:≤0.025mm(防止溢边浮纤)
壁厚均匀:推荐1-3.2mm,突变处圆弧过渡
3. 材料配方优化
玻纤含量:30%为最佳平衡点(收缩率0.3%,兼顾力学性能)
纳米改性:添加硅酸盐纳米粒子,吸水率降低50%
再生料控制:添加量≤25%,使用不超过3次
五、前沿突破:数字技术重塑传统工艺
在东莞某国家级实验室里,工程师正通过数字孪生系统模拟热处理过程。该系统能:
预测变形:提前48小时预判产品收缩趋势
优化参数:自动生成最佳热处理温控曲线
实时监控:红外热成像确保温度场均匀性
结合4D打印技术开发的梯度增强尼龙材料,在230℃热处理后实现各向同性收缩,翘曲率降至0.004%,为精密医疗部件制造开辟新路径。
结语
当一架采用新型热处理工艺的无人机在青藏高原完成零下40℃ 极寒测试时,其碳纤维增强尼龙连接件尺寸变化不足0.01%。这背后是材料科学家与工程师对每1℃热处理温度、每1%玻纤含量的极致把控。
从汽车油底壳到无人机旋翼,从机器人关节到航天器支架,经过精准热处理的纤维增强尼龙件正突破收缩变形的桎梏。正如一位资深工程师所言:“热处理不是工序,而是赋予材料第二次生命的神奇仪式。”