关键词:热塑性复合材料;原位固化成型;
想象一下,波音和空客的工程师们不再需要巨型“高压锅”来制造飞机机翼,取而代之的是机械臂以5-20倍于人工的速度,像3D打印般精准铺设复合材料层,每铺一层就瞬间“焊牢”一层。这并非科幻场景,而是热塑性复合材料自动铺放原位固化技术(示意如图1所示)创造的工业奇迹,一场发生在毫秒间的固态到熔融再到固态的闪电变身。
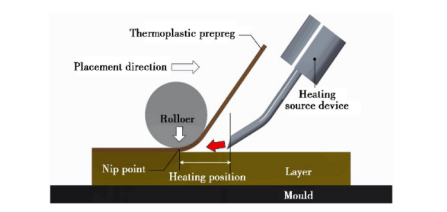
图1 .热塑复材自动铺放原位固化技术示意图
航空制造的颠覆者
为何航空航天巨头为之倾倒?答案藏在其超凡特性中:强度如轻质铠甲,碳纤维增强的热塑性复合材料(如PEEK、PEI)比铝轻30%,强度却提升50%,让飞机减重如虎添翼。又是高效大师,结合自动铺丝机器人,制造速度可达人工的20倍,且摆脱了传统热压罐对尺寸和能耗的限制。关键是还很环保,预浸料无需低温存储,废料可回收,符合绿色航空趋势。其性能又堪比怪兽,抗冲击、耐腐蚀、寿命长,完美契合飞机主承力件需求。
高温瞬态炼金术
自动铺放的核心其实是一场毫秒级的高温魔术,在主加热区,激光或热风枪以高达385℃的温度(对PEEK材料)轰击纤维预浸带,使其表层瞬间熔融为粘流态。接着在熔合区,压辊以0.3-1.1MPa的压力将熔融层与基层强力压合,如同两片高温玻璃被压成一体。最后在冷却区,自然空气以每秒数十度的降温速度使其凝固成型,全程仅需数秒,却完成固态到熔融再到固态的相变史诗。
但是哈尔滨工业大学团队通过热成像发现:温度梯度高达500℃/cm,冷却速率直接影响结晶度。这堪比在刀尖上跳舞,参数稍有偏差,层间就会产生致命气孔。
谁是能量王者?
提供这场高温盛宴的“能量引擎”决定成败,第一种是热空气,成本低廉但加热慢,谢菲尔德大学改进的加热端虽提升效率,其研发设备如图2所示,但层间强度仍难突破。如同慢火炖煮,易导致基层过热产生孔隙。
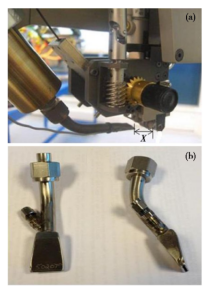
图2.谢菲尔德大学的(a)热塑性复合材料铺放设备及(b)改进的加热扁嘴
第二种是激光,利莫瑞克大学的激光铺放设备证实,其万瓦级能量密度可实现毫秒级升温,其研发设备如图3所示,研究显示:激光成型的层合板剪切强度比热空气提升35%,但需严防金属部件反射引发事故。
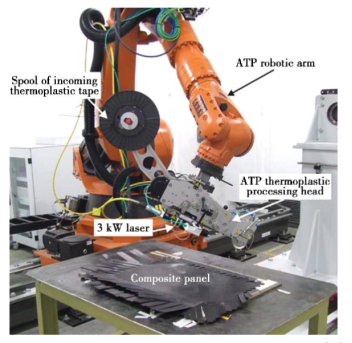
图3.利莫瑞克大学的热塑性复合材料激光辅助加热铺放设备
第三种是超声波,通过20kHz振动摩擦生热,适合局部快速焊接,但对厚层材料穿透力不足。最后一种是红外线,南京航空航天大学文立伟团队用其替代热风,获得更光滑表面,但升温速度仍是瓶颈。
物理与化学的共舞
如何评判这场毫秒级结合的成败?科学家正在建立精密的量化标准,首先是紧密接触度,当显微镜下粗糙的纤维表面相遇,压力与粘度决定贴合面积。哈工大团队引用Lee模型,其中压力、作用时间、树脂粘度是关键变量。Mantell引入半经验系数0.29修正温度变化影响,却忽略了初始粗糙度,这正是当前研究的盲区。接着是熔合度,当温度突破340℃(PEEK熔点),聚合物分子链如挣脱管道的游蛇,向邻层扩散,两铺层融合示意图如图4所示。熔合度表征分子渗透深度,遵循时间-温度等效原理。Yang模型指出:离散算法会高估熔合效果,必须考虑分子量分布对扩散速率的微观影响。最后是熔合强度,前两者的乘积决定层间结合强度。斯托克斯用激光辅助铺放的试样做剥离试验,层间强度较热空气工艺提升40%。宋清华团队发现:对聚丙烯预浸料,385℃+0.3MPa热压+1.1MPa冷压是黄金参数,此时分子链如树根般深植交错,强度逼近理论极限值。
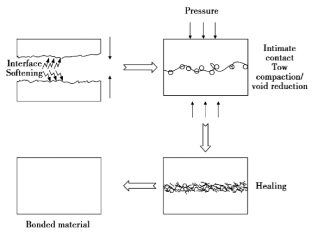
图4.两铺层熔合为一体的示意图
对抗缺陷的微观战争
即便最完美的工艺也难以实现100%熔合,会遇到孔隙刺客,利莫瑞克大学CT扫描显示,激光加热时若温度过高,基层反复熔融会产生微孔。孔隙率每增加1%,层间剪切强度暴跌15%。参数也难区分,例如铺放速度、压力、热源功率相互耦合。哈工大韩振宇团队发现:当铺速超过30mm/s时,温度与压力必须重新匹配,否则熔合度断崖式下降。在线监测困难,如何用红外热像仪或超声波实时捕捉层间微米级缺陷?目前仍是技术空白。
未来,随着耐高温PEI预浸料制备技术突破,及激光-压力协同控制系统的优化,这场毫秒级的高温魔法将真正锻造出国产大飞机的“复合材料之翼”。当飞机划破长空,它的翅膀里正封印着人类对材料极限的挑战——用精准控制的能量风暴,书写工业制造的浪漫诗篇。
[1]曹忠亮,富宏亚,付云忠,邵忠喜.基于自动铺放技术的热塑性复合材料原位固化成型研究进展:热传导行为及层间性能[J].材料导报,2019,33(5):894-900