关键词:自动纤维铺放;(CF/PEEK)热塑性复合材料;三维热传递模型;工艺优化
引言
在航空航天、高端装备制造等领域,高性能复合材料的需求日益增长。其中,碳纤维增强聚醚醚酮(CF/PEEK)热塑性复合材料凭借其优异的力学性能、耐高温性和可回收性,成为新一代轻量化结构材料的首选。然而,如何高效、精准地制造高质量CF/PEEK部件,一直是行业面临的挑战。
自动纤维铺放(Automated Fiber Placement, AFP)技术因其高精度、高效率的特点,成为制造复杂曲面复合材料结构的关键工艺。然而,CF/PEEK的高熔点和黏度使得其在AFP过程中容易因温度控制不当而导致层间结合不良、残余应力等问题,影响最终产品的性能。
近期,哈尔滨工业大学与新加坡南洋理工大学的研究团队在《Chinese Journal of Aeronautics》发表了一项重要研究,通过建立三维热传递有限元模型,优化了CF/PEEK在AFP工艺中的加热温度控制策略,为行业提供了新的解决方案。
研究背景:CF/PEEK与AFP技术的挑战
1. CF/PEEK材料的优势与加工难点
CF/PEEK是一种高性能热塑性复合材料,具有以下特点:
- 高强度、高韧性:比传统金属材料更轻,同时具备优异的力学性能。
- 耐高温:PEEK的熔点为343°C,可在高温环境下长期使用。
- 可回收性:热塑性材料可重复加工,符合可持续发展趋势。
然而,CF/PEEK的高熔点和熔融黏度使其在AFP工艺中面临挑战:
- 快速加热与冷却:AFP过程中,材料需在极短时间内达到熔融温度并完成层间结合,否则易导致结晶度不足、孔隙率增加等问题。
- 温度分布不均:不均匀的加热会导致残余应力,影响部件的尺寸稳定性和力学性能。
2. 自动纤维铺放(AFP)的关键问题
AFP技术通过机器人自动铺放预浸料带,并结合热源(如热风枪、激光)进行原位固结。目前,AFP加热方式主要包括:
- 热风枪(Hot Gas Torch, HGT):成本低、适用性广,但热效率较低。
- 激光加热:能量集中、加热速度快,但存在安全风险,且不适用于玻璃纤维增强材料。
在CF/PEEK的AFP成型中,狭缝结构喷嘴热风枪(SSNHGT)因其温度分布更均匀,成为研究热点。然而,如何精确控制加热参数(如气体流速、传热距离、铺放速度),仍是亟待解决的问题。
研究突破:三维热传递模型与工艺优化
1. 建立三维热传递有限元模型
研究团队采用计算流体力学(CFD)方法,构建了SSNHGT加热CF/PEEK的三维热传递模型,重点考察了以下因素对温度场的影响:
- 气体流速(30–110 L/min)
- 传热距离(15–25 mm)
- 铺放速度(6–15 mm/s)
通过正交实验和模糊灰色关联分析,量化了各参数对加热温度的影响程度。
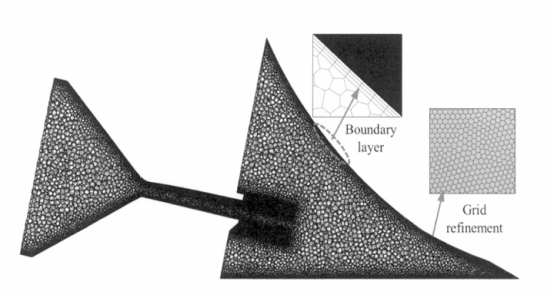
图1 多面体网格形态[1]
2. 关键发现
(1)气体流速的影响
- 温度随流速增加呈先升后降趋势,50–70 L/min时加热效果最佳。
- 流速过低时,热风能量不足;流速过高时,气流过快导致热量散失。
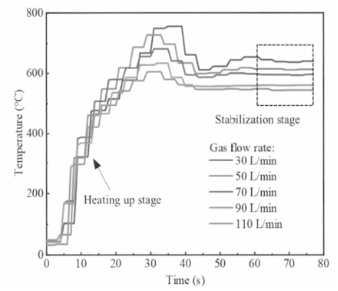
图2 气体流速的影响[1]
(2)传热距离的影响
- 距离增大,整体温度下降,但远离铺放点的区域温度可能升高。
- 17–23 mm是较优的传热距离范围。
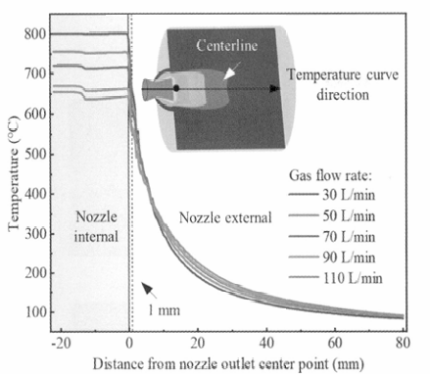
图3 传热距离的影响[1]
(3)铺放速度的影响
- 速度越快,材料受热时间越短,温度越低。
- 最大铺放速度不宜超过15 mm/s,否则材料无法充分熔融。
3. 最优工艺参数组合
通过分析,团队推荐以下参数:
- 气体流速:50 L/min
- 传热距离:17 mm
- 铺放速度:10 mm/s
在此条件下,CF/PEEK在接触点温度可达394°C,接近其熔点(343°C),确保了良好的层间结合。
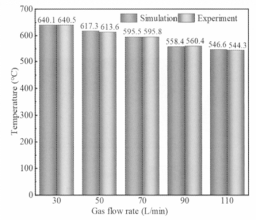
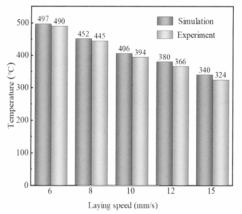
图4 工艺参数仿真与试验对比[1]
行业应用与未来展望
1. 实际应用价值
- 提升生产效率:优化参数可加快铺放速度,同时保证质量。
- 降低成本:减少试错和废品率,推动CF/PEEK在航空结构的规模化应用。
- 扩展材料适用范围:该模型可推广至其他热塑性复合材料(如CF/PA、CF/PPS)的AFP成型。
2. 未来研究方向
- 动态温度控制算法:结合实时监测技术,实现更精准的温控。
- 新型喷嘴设计:优化气流分布,进一步提升加热均匀性。
- 多物理场耦合仿真:结合力学分析,预测成型后的残余应力与变形。
结语
这项研究不仅为CF/PEEK复合材料的AFP制造提供了科学依据,也为航空航天、汽车等高端领域的热塑性复合材料应用开辟了新路径。未来,随着智能控制技术的进步,AFP工艺有望在复杂曲面部件制造中发挥更大作用,推动轻量化材料的革新。
参考文献:
[1]Jin Z, et al. (2024). Temperature field characteristics of CF/PEEK thermoplastic composites formed by automated fiber placement using hot gas torch with slit structure nozzle. Chinese Journal of Aeronautics, 37(6), 392-409.