关键词: 热塑性复合材料 粘接 表面能 TPC
热塑性复合材料(TPC)的粘接技术确实比热固性复合材料更具挑战性,主要在于其不像热固性树脂那样在固化后发生化学反应形成交联网络。粘接成功与否对最终产品的性能至关重要。
图1 热塑性复合材料粘接[1]
一、表面处理,最关键的一步!
热塑性树脂表面通常具有低表面能、化学惰性和弱边界层(如脱模剂残留、油脂、低分子量物质、氧化层),这严重阻碍了胶粘剂的润湿和粘附。
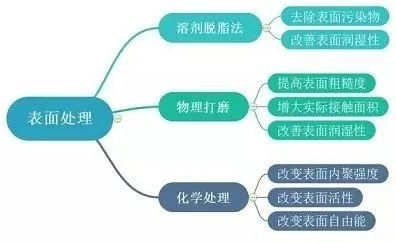
图2 热塑性复合材料表面处理
1.1物理方法:
打磨/喷砂:增加表面积和机械咬合。
等离子体处理:非常有效。通过高能粒子轰击,清洁表面、增加表面能、引入极性官能团。
激光处理: 高精度可控。能有效去除弱边界层、微结构化表面、改变化学性质。
火焰处理: 适用于聚烯烃类(如PP)。通过火焰短暂灼烧氧化表面。
图3 等离子体处理表面
1.2化学方法:
溶剂清洗:用合适的溶剂(如丙酮、异丙醇)去除油脂、脱模剂和其他污染物;
化学蚀刻:使用强氧化性酸(如铬酸混合液处理PEEK),获得清洁、高表面能、具有活性化学基团或微观粗糙度的表面。
二、材料选择与匹配
2.1粘接剂类型
热塑性胶粘剂主要包括热熔胶、溶剂型胶粘剂、水基胶粘剂、反应性热熔胶。需考虑:
相容性:胶粘剂树脂与基体树脂的相容性(极性匹配)是核心。例如,粘接PEEK可能需要高性能热塑性胶粘剂(如PEI, PES, PPSU基)或特殊配方的环氧/丙烯酸。
性能要求:耐温性、韧性、模量、耐环境性(湿热、化学品、紫外线)必须满足应用需求。
工艺性:粘度、开放时间、固化条件(温度、压力、时间)需与生产线匹配。
2.2熔融粘接/焊接:
利用TPC基体树脂自身的熔融特性进行连接(如超声波焊、激光焊、电阻焊、感应焊、热工具焊)。这是最理想的方式,因为连接处材料与基体一致,但受限于接头设计、部件尺寸和加热方式。
三、粘接工艺控制
3.1温度:
胶粘剂固化/活化温度:必须达到胶粘剂要求的特定固化温度,并确保整个粘接区域温度均匀。
基材预热:有时预热基材有助于胶粘剂更好地润湿表面,特别是对于高熔点TPC(如PEEK)。但需控制预热温度在基材Tg以下,避免变形。
熔融粘接:精确控制加热温度和时间,使界面树脂充分熔融但不分解。
3.2压力:
施加适当且均匀的压力至关重要,确保胶粘剂充分润湿表面、排出气泡、形成均匀且薄的胶层。
压力过小导致接触不良、胶层过厚、有气孔;压力过大可能挤出过多胶粘剂造成缺胶或使基材变形/损伤。
夹具设计需保证压力均匀分布,尤其对于复杂曲面。
3.3时间:
开放时间:涂胶后到叠合加压的时间需在胶粘剂允许范围内,避免表面干燥或预固化。
保压/固化时间:在规定的温度和压力下保持足够时间,确保胶粘剂充分固化或熔融层充分融合、冷却定型。冷却速率有时也需要控制以减少残余应力。
3.4环境控制:
控制环境温度、湿度(某些胶粘剂对湿度敏感)和清洁度(避免灰尘污染)。

图4 自动胶接工艺
四、接头设计
4.1应力分布:
设计应尽可能使粘接面承受剪切力,避免剥离力和劈裂力。采用搭接、阶梯搭接、斜面搭接等设计。
4.2胶层厚度:
通常需要控制在一个最佳范围,过厚或过薄都会降低强度。使用垫片或定位销有助于控制厚度。
4.3热膨胀匹配:
考虑粘接双方材料的热膨胀系数差异,避免在温度变化时产生过大内应力。接头设计可预留应力释放结构。
参考文献:
- 《复合材料部件的连接和粘合⸺ 结构胶的优点 》 3M